How a Holley four-barrel carburetor is made
If you’ve driven a car equipped with a Holley carb, chances are that carburetor was built in Holley’s Bowling Green, Kentucky, factory. That’s because Holley has been building carburetors in the same facility for more than 50 years. From tiny two-barrels to monster, big-block-feeding Dominators and the EFI throttle bodies that feed NASCAR V-8s, this single factory does it all.
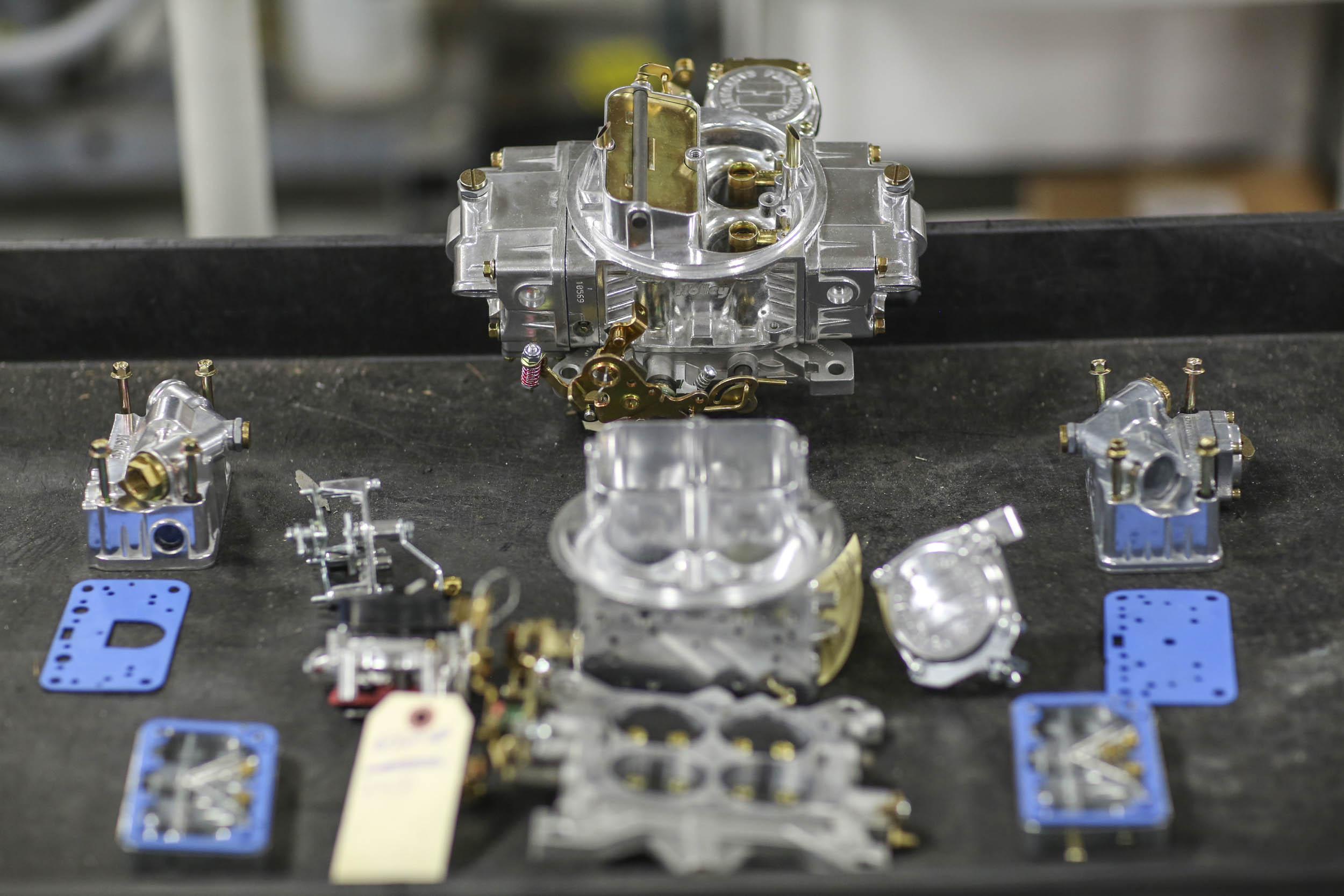
We stopped by for a tour of the assembly for a 4160-style vacuum-secondary carburetor to see the behind-the-scenes of how horsepower is made.

Many of the machines and fixtures have been at Holley for decades. And that goes for the employees, too.

Some of the metal castings are made in-house at Holley, others are sourced from global suppliers. Many of the parts that Holley makes themselves go through a tumbler that uses smooth steel media shaped a bit like flying saucer to give the parts a burnished finish like these main bodies. We’ll get back to them later.

Four parallel assembly lines feed into one main line that runs perpendicular to the rest.
One of the feeder assembly lines builds the choke and vacuum secondary diaphragm pods. This choke body is having its vacuum cylinder closed by a machine that peens a cap in place. The machines are surprisingly quiet, as you can talk over the low din of the machinery. It’s no worse than being in a busy restaurant.

This delicate assembly is the choke piston and its crank. Manifold vacuum pulls the piston against the choke spring, allowing enough air through so that the engine can idle.

Here’s a view of the piston in its cylinder, lacking the cap that was shown earlier.

The shaft is pressed into place, securing the red plastic fast idle cam in place.

On another one of the parallel assembly lines, the metering block takes shape. Here, a fixture holds four caps used to block passages that were machined into the metering block.

When a bare metering block is pressed in the fixture, the caps are locked in place.

A fixture holds a power valve, as the metering block gets its gaskets.

Main jets are installed into the metering block, the fixture helps hold the jets and get them started.

Yet another short assembly line is used for the fuel bowls. These sintered fuel filters are ready to go into the fuel feeds.

A socket at this fixture tightens the fuel filter in place.

Accelerator pump diaphragms, springs, and bodies are added to the float bowl.

Fuel bowl floats go in next. This fixture test the floats to make sure they seal the needle and seat properly.

A fuel bowl from each carburetor built on the line is on hand to act as a standard for testing.

On the final sub-assembly line, the throttle bodies are cleaned before having their various vacuum ports pressed into position.

Throttle shafts have their linkages peened on and then are inserted into the throttle body and the throttle plates are placed in their bores.

This machine feeds the throttle plate screws into a driver that gets them all started.

They’re tightened to final spec by a pneumatic screwdriver.

Each throttle body is then tested to assure it seals properly.

The main assembly of the carburetor starts with boosters.

After being placed in the bore, the boosters are peened into place on the main body.

Then vacuum and choke assemblies are screwed to the main body.

All four fuel bowl bolts are secured simultaneously, sandwiching the metering block. Although all of these photos were taken on the same day, this line was building an HP carb, as you’ll note it has no choke tower.

Linkages come together as the throttle body plate is screwed to the bottom of the main body.

Once finished, the carburetor’s first stop is a test bench, where solvent is pumped through it and air is drawn over the boosters to simulate a running engine.

A technician puts the carb through its paces, testing in a number of operating scenarios. Adjustments are made until all of the operating parameters, including vacuum level and air-fuel ratio, are within spec. Form there it’s off to packaging and on to its forever home atop a V-8!


Hi I’m having trouble with my 350 holley is there a contact number so I can talk to someone about it please
What year did Holley start using Viton seals, o-rings to save damage from Ethanol gasoline?
I’m using an older Brawler 750 CFM carburetor. Appreciate your help.